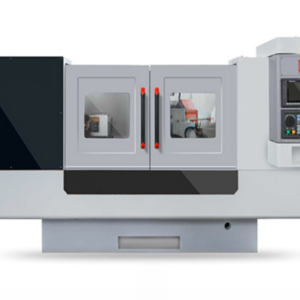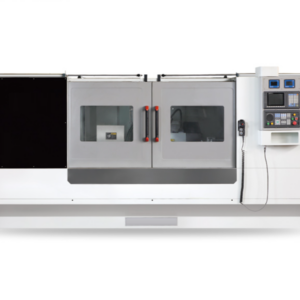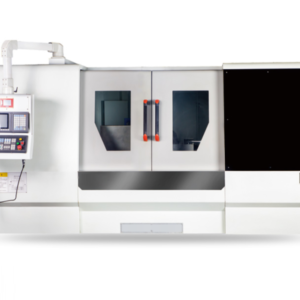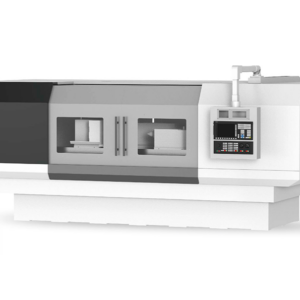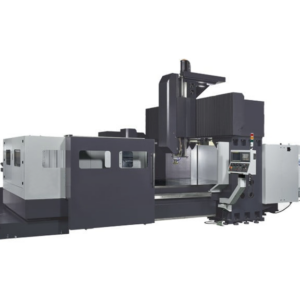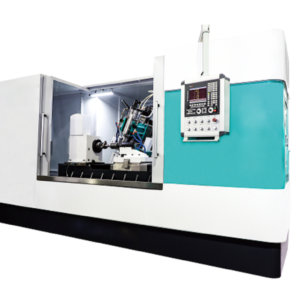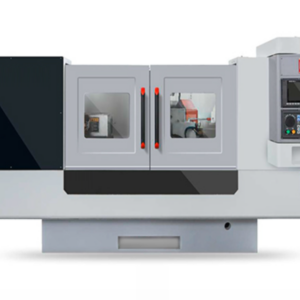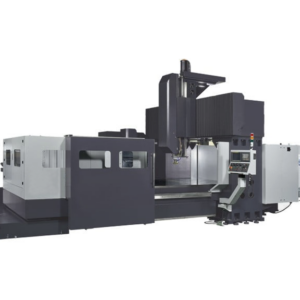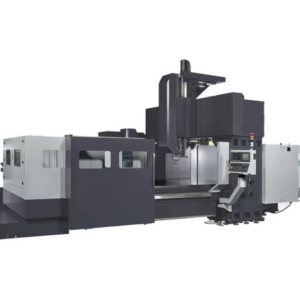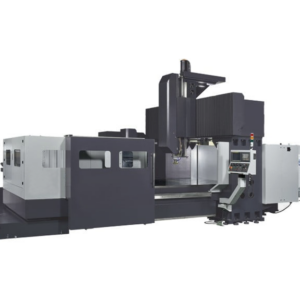
Шлифование шестерни заготовки происходит с помощью шлифовального круга с идентичным профилем зуба. Обрабатываемые детали устанавливаются в горизонтальном положении. По сравнению с традиционными методами шлифования зубошлифовальный станок НК-500 отличается: высокой эффективностью и точностью, простотой конструкции, легкостью установки, эксплуатации и обслуживания;. подходит для массового производства высокоточных зубчатых колес.
Зубошлифовальный станок НК-500 оснащен сервоприводами переменного тока, а также электроприводом шпинделя с VFD (частотно-регулируемым приводом), имеет 7 осей:
- ось продольного перемещения Z;
- ось горизонтального перемещения X;
- ось A — коррекции заготовки, шпиндель головки;
- ось B — угол спирали, поворота шпинделя;
- оси правки шлифовального круга U, V и C.
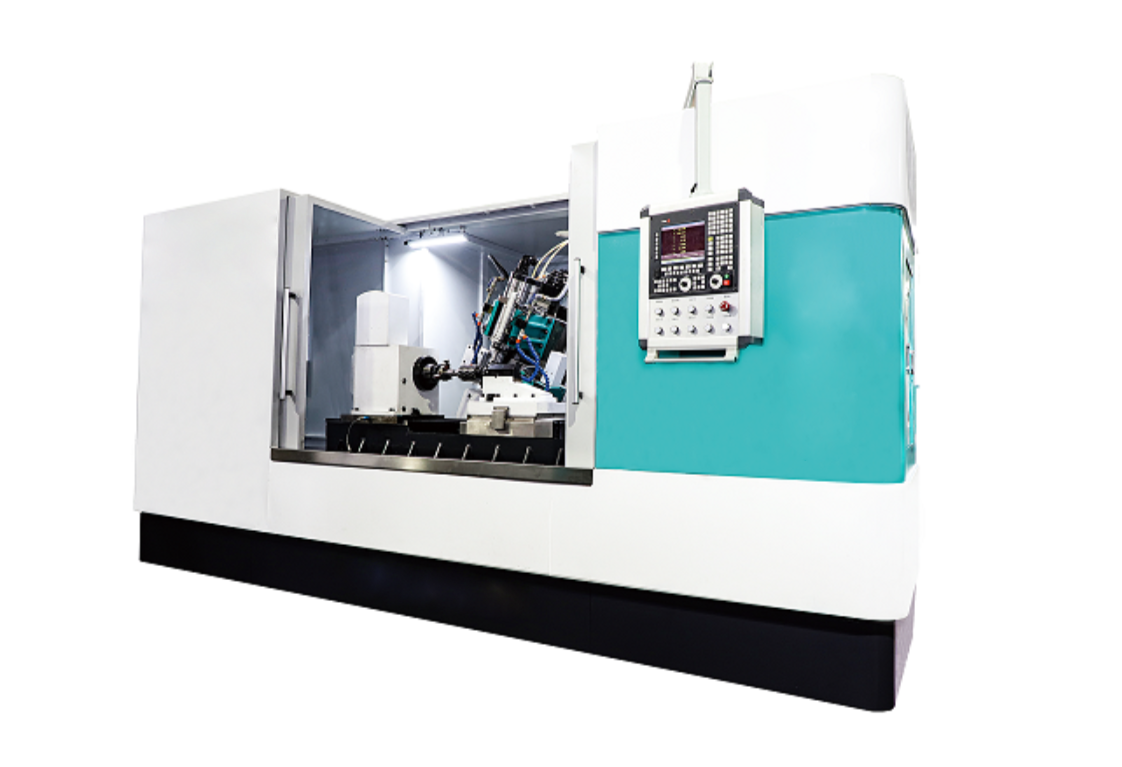
Шлифовальный круг правится алмазным кругом, который установлен в определенной позиции по отношению к шлифовальной головке. Изменение направления осуществляется посредством 3-осевого управления навесным оборудованием, что дает следующие преимущества:
- Требования к профилю шлифовального круга ниже, что увеличивает срок службы алмазных шлифовальных кругов и значительно снижает затраты на шлифовку.
- С помощью одного алмазного правящего круга можно править шлифовальные круги с прямым, дуговым или непрямым профилем, в любом направлении, а также с любой их комбинацией. Благодаря динамической компенсации правка круга очень точна, так как на профиль правки совсем не влияет износ правящего круга.
- Положения алмазного правящего круга и шлифовального круга зафиксированы относительно друг друга. Шлифовальный круг может быть установлен в любом месте, кроме позиции для шлифования, что сокращает время холостого хода шлифовального круга и повышает производительность.
Возможно охлаждение с подачей СОЖ, применение защитного кожуха, а также устройства улавливания масляной взвеси.
Можно использовать режим шлифования с медленной подачей, что позволяет уменьшить коррекцию заготовки, снижает нагрузку на оборудование и повышает эффективность процесса шлифовки.
ПАРАМЕТРЫ РАБОЧЕЙ ЗОНЫ
- Максимальный внешний диаметр обрабатываемой детали: Ø 500 мм
- Минимальный диаметр заготовки: Ø 100 мм
- Количество обрабатываемых зубьев: любое
- Диапазон обработки зубчатых колес: 1~16 мм
- Максимальная ширина зубьев: 1200 мм
- Максимальный вес заготовки: 100 кг
- Максимальный угол наклона: ±45°
- Максимальное расстояние между центрами: 1500 мм
ПЕРЕМЕЩЕНИЯ
- Максимальный ход продольной оси перемещения заготовки: 1300 мм
- Максимальный ход шлифовального круга вдоль оси подачи заготовки: 360 мм
- Максимальный ход задней бабки: 1200 мм
ПОДАЧА
- Максимальная скорость перемещения по продольной оси заготовки: 12 м/мин
- Максимальна линейная скорость обработки: 1,2 м/мин
ШЛИФОВАЛЬНЫЙ КРУГ
- Диапазон диаметров шлифовального круга: Ø 80-300 мм
- Максимальная толщина шлифовального круга: ≤60 мм
- Отверстие шлифовального круга: Ø 32/50/75 мм
- Диапазон рабочих скоростей шлифовального круга: 2500-7000 об/мин
- Максимальное перемещение шлифовального круга по радиальному направлению шлифовального круга: 120 мм
- Максимальное осевое перемещение шлифовального круга: 100 мм
ШПИНДЕЛЬ
- Тип шпинделя: МТ6
- Мощность двигателя шпинделя: 20 кВт
ТОЧНОСТЬ
- Точность обработки зубчатых колес: уровень точности 4 (GB/T 10095.1-2008)
ПОДКЛЮЧЕНИЕ
- Количество фаз: 3
- Напряжение: 380 В
- Частота: 50 Гц
- Потребляемая электрическая мощность: 30 кВт
ГАБАРИТЫ
- Длина: 5400 мм
- Ширина: 3000 мм
- Высота: 2850 мм
- Масса станка: ~7000 кг